
उत्पत्ति के प्लेस:
चीन
ब्रांड नाम:
Rps-sonic
प्रमाणन:
CE
मॉडल संख्या:
आर पी एस-HM20
हमसे संपर्क करें

पैरामीटर
परिचय:
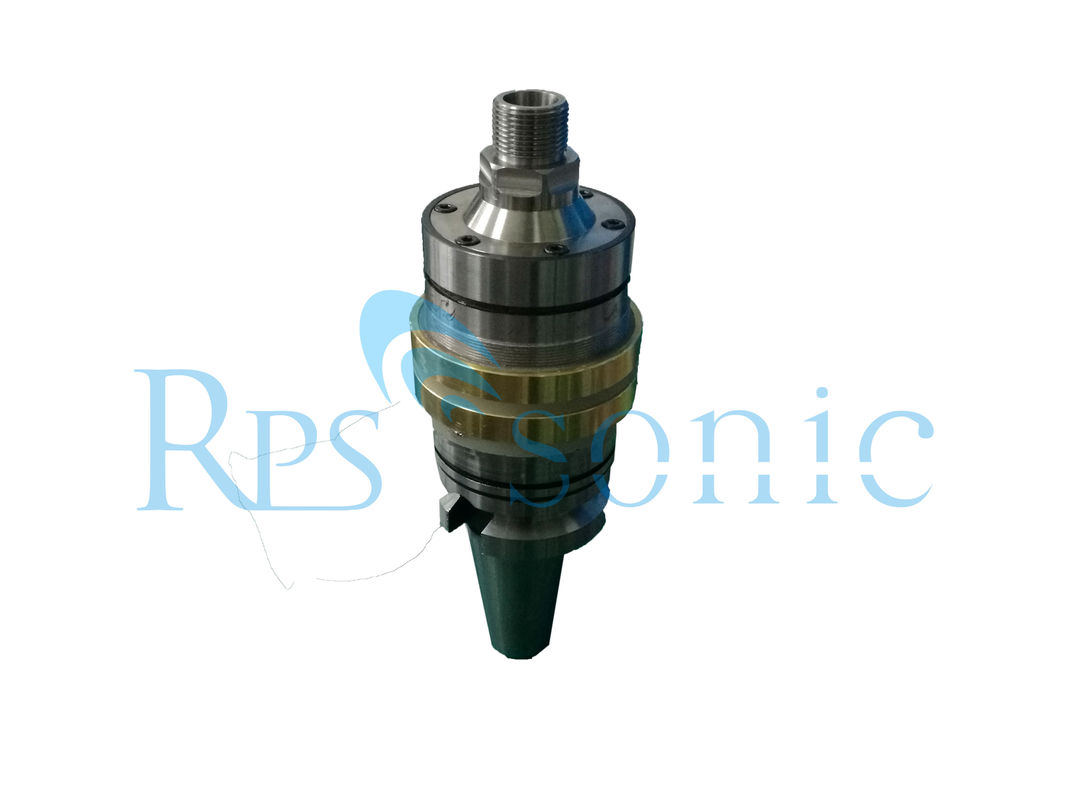
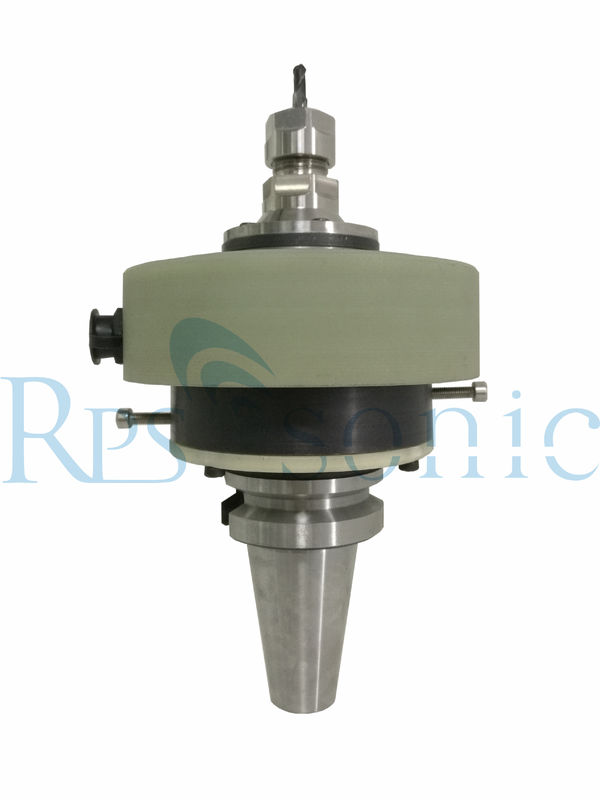
अल्ट्रासोनिक काटने आवेदन प्रौद्योगिकी
सिरेमिक और ग्लास काटने के लिए अल्ट्रासोनिक कंपन-असिस्टेड कटिंग को इलेक्ट्रॉनिक घटकों (सिरेमिक घटकों) और ऑप्टिकल घटकों (ऑप्टिकल और इलेक्ट्रॉनिक घटकों, ऑप्टिकल संचार घटकों) के प्रसंस्करण पर लागू किया जा सकता है। चीनी मिट्टी की चीज़ें जैसे मुश्किल से कटने वाले पदार्थ काटे जाते हैं।
अतीत में समस्याओं का सामना करना पड़ा जब मशीनिंग मुश्किल-से-कट सामग्री
जब कांच, चीनी मिट्टी की चीज़ें, धातु और रेजिन जैसे कठिन सामग्री को काटते हैं, तो विभिन्न समस्याएं घटित होती हैं
पीस पहिया ब्लेड के अपघर्षक कणों के निष्क्रिय होने की घटना के कारण * 1 और हवा के छिद्रों * 2 के क्लॉगिंग, प्रसंस्करण भार बढ़ जाता है। जैसे-जैसे प्रोसेसिंग लोड बड़ा होता जाता है * 3, वर्कपीस को चीरते हुए और गड़गड़ाहट के गठन में और वृद्धि होगी, जिसके परिणामस्वरूप पीस व्हील ब्लेड, असामान्य पहनने और वर्कपीस के बर्नआउट को नुकसान होगा।
* * पीसने वाले पहिये के सिर पर स्थित घर्षण कण दूर हो जाते हैं, और सतह के अपघर्षक कण निष्क्रिय हो जाते हैं। इस स्थिति में, पीस व्हील ब्लेड को सामान्य रूप से संसाधित नहीं किया जा सकता है।
* सतह पर 2 घर्षण कणों को उभारा नहीं जा सकता क्योंकि कटाई के मलबे और चिपकने वाली फिल्म चिपकने वाला पीस पहिया ब्लेड के सिर का पालन किया जाता है। इस अवस्था में, अपघर्षक ग्रेन पैशन के साथ, पीस व्हील ब्लेड को सामान्य रूप से संसाधित नहीं किया जा सकता है।
* 3 महीन घर्षण कणों का उपयोग करना या फ़ीड गति बढ़ाने से मशीनिंग भार बढ़ जाएगा। स्पिंडल वर्तमान मूल्य में परिवर्तन का अवलोकन करके, आप पुष्टि कर सकते हैं कि क्या मशीनिंग लोड बढ़ रहा है।
चूँकि इस प्रकार के पीसिंग व्हील ब्लेड की अनुप्रयोग सीमा सीमित होती है, ऐसे में एक संबंध एजेंट का चयन करते समय अपघर्षक दानों के पारित होने और छिद्रों के बंद होने की घटना को रोकने के लिए, प्रक्रिया को पीस व्हील ब्लेड के मध्यम पहनने की आवश्यकता होती है, इसलिए एक बोन एजेंट राल के अलावा अन्य का उपयोग किया जाता है यह अधिक कठिन होगा। इसके अलावा, अपघर्षक अनाज के आकार का चयन करते समय भी, बड़े # 320 से # 600 अपघर्षक अनाज का उपयोग करना आवश्यक है।
मुश्किल से कटने वाली सामग्री के प्रसंस्करण के दौरान ऊपर वर्णित समस्याओं को हल करने के लिए, हमारी कंपनी ने विकास किया है
अल्ट्रासोनिक काटने प्रौद्योगिकी इसके समाधान में से एक के रूप में।
काटने के लिए अल्ट्रासोनिक तकनीक का उपयोग करते समय, मुख्य शाफ्ट के पीछे स्थापित अल्ट्रासोनिक थरथानेवाला द्वारा उत्पन्न फ्रंट-बैक कंपन को मुख्य शाफ्ट के अपघटन और पीस व्हील ब्लेड के माध्यम से पीस व्हील ब्लेड के बाहरी हिस्से में प्रेषित किया जाता है, और इसे परिवर्तित किया जाता है। रेडियल दिशा में एक विस्तार गति। इस कंपन रूपांतरण विधि के साथ, अल्ट्रासोनिक प्रसंस्करण के लिए आवश्यक आदर्श कंपन दिशा प्राप्त की जा सकती है।
आवेदन:
1. कट-टू-कट सामग्री का प्रसंस्करण: स्टेनलेस स्टील, कठोर स्टील, उच्च गति स्टील, टाइटेनियम मिश्र धातु, उच्च तापमान मिश्र धातु, ठंडा-कठोर कच्चा लोहा, और गैर-धातु सामग्री जैसे सिरेमिक, ग्लास, पत्थर, आदि। , जो यांत्रिक, भौतिक और रासायनिक विशेषताओं के कारण प्रक्रिया करना मुश्किल है, जैसे कि अल्ट्रासोनिक कंपन काटने का उपयोग करना आसान बना सकता है।
2. मुश्किल-से-मशीन भागों की कटाई: जैसे कि पतले शाफ्ट वाले हिस्से जो मोड़ना और ख़राब करना आसान है, छोटे व्यास के गहरे छेद, पतले-दीवार वाले हिस्से, पतले-डिस्क वाले हिस्से और छोटे व्यास के सटीक धागे, साथ ही जटिल आकार, उच्च मशीनिंग सटीकता और सतह की गुणवत्ता की आवश्यकताएं घटक।
3. उच्च परिशुद्धता, उच्च सतह गुणवत्ता वर्कपीस काटने।
4. मुश्किल चिप हटाने और चिप तोड़ने।
चौथा, अल्ट्रासोनिक कंपन चिप का अनुप्रयोग: विमानन, एयरोस्पेस, सैन्य और अन्य क्षेत्रों में व्यापक रूप से उपयोग किया जाता है।

अपनी जांच सीधे हमें भेजें


