
उत्पत्ति के प्लेस:
चीन
ब्रांड नाम:
Rps-sonic
प्रमाणन:
CE
मॉडल संख्या:
आर पी एस-W15
हमसे संपर्क करें


पैरामीटर
| आवृत्ति | शक्ति | कार्य दूरी | इनपुट वोल्टेज | हवा का दबाव | सिस्टम भाषा |
| १५ किलोहर्ट्ज़ | 2500W/3000W/4000W | 75 मिमी / 100 मिमी | 220V या 110v | 0.2-0.8 एमपीए | अंग्रेजी/चीनी |
| 20 किलोहर्ट्ज़ | 2000W/3000W | 75 मिमी | 220V या 110v | 0.2-0.8 एमपीए | अंग्रेजी/चीनी |
| ३० किलोहर्ट्ज़ | 1000 वाट | 75 मिमी | 220V या 110v | 0.2-0.8 एमपीए | अंग्रेजी/चीनी |
| 35 किलोहर्ट्ज़ | 1000 वाट | 75 मिमी | 220V या 110v | 0.2-0.8 एमपीए | अंग्रेजी/चीनी |
| 40 Khz | 800W | 75 मिमी | 220V या 110v | 0.2-0.8 एमपीए | अंग्रेजी/चीनी |
विवरण
अल्ट्रासोनिक वेल्डिंग थर्मोप्लास्टिक उत्पादों की वेल्डिंग के लिए एक उच्च तकनीक वाली तकनीक है।सॉल्वैंट्स, चिपकने वाले या अन्य सहायक उत्पादों को जोड़ने के बिना सभी प्रकार के थर्मोप्लास्टिक रबर भागों को अल्ट्रासोनिक वेल्डिंग द्वारा संसाधित किया जा सकता है।इसके फायदे उत्पादकता को कई गुना बढ़ाना, लागत कम करना, उत्पाद की गुणवत्ता में सुधार और सुरक्षित उत्पादन करना है।
अल्ट्रासोनिक प्लास्टिक वेल्डिंग का सिद्धांत यह है कि एक जनरेटर 20KHZ (या 15KHZ) उच्च-वोल्टेज और उच्च-आवृत्ति संकेत उत्पन्न करता है, और ऊर्जा रूपांतरण प्रणाली के माध्यम से संकेतों को उच्च-आवृत्ति यांत्रिक कंपन में परिवर्तित करता है।सिग्नल प्लास्टिक वर्कपीस पर लागू होते हैं और वर्कपीस और आंतरिक आणविक भागों की सतह से गुजरते हैं घर्षण के कारण इंटरफ़ेस में स्थानांतरण का तापमान बढ़ जाता है।जब तापमान वर्कपीस के पिघलने बिंदु तक पहुंच जाता है, तो वर्कपीस का इंटरफ़ेस जल्दी से पिघल जाता है, और फिर इंटरफेस के बीच की खाई को भर देता है।जब कंपन बंद हो जाता है, तो वर्कपीस को ठंडा किया जाता है और एक ही समय में एक निश्चित दबाव में सेट किया जाता है।वेल्डिंग हासिल की है।
जब अल्ट्रासोनिक तरंगें थर्मोप्लास्टिक प्लास्टिक संपर्क सतह पर कार्य करती हैं, तो यह प्रति सेकंड हजारों उच्च-आवृत्ति कंपन उत्पन्न करेगी।एक निश्चित आयाम के साथ इस तरह की उच्च आवृत्ति कंपन ऊपरी वेल्ड के माध्यम से अल्ट्रासोनिक ऊर्जा को वेल्डिंग क्षेत्र में प्रसारित करेगी।क्योंकि वेल्डिंग क्षेत्र दो है प्रत्येक वेल्डिंग के इंटरफेस पर ध्वनिक प्रतिरोध बड़ा है, इसलिए स्थानीय उच्च तापमान उत्पन्न होगा।इसके अलावा, प्लास्टिक की खराब तापीय चालकता के कारण, इसे कुछ समय के लिए वितरित नहीं किया जा सकता है, और यह वेल्डिंग क्षेत्र में इकट्ठा हो जाता है, जिससे दो प्लास्टिक की संपर्क सतह तेजी से पिघल जाती है, और एक निश्चित दबाव के बाद लागू होती है। , वे एक में जुड़े हुए हैं।जब अल्ट्रासोनिक बंद हो जाता है, तो इसे जमने और आकार देने के लिए कुछ सेकंड के लिए दबाव जारी रखें, इस प्रकार एक मजबूत आणविक श्रृंखला बनाते हैं, वेल्डिंग के उद्देश्य को प्राप्त करते हैं, और वेल्डिंग की ताकत कच्चे माल की ताकत के करीब हो सकती है।अल्ट्रासोनिक प्लास्टिक वेल्डिंग की गुणवत्ता तीन कारकों पर निर्भर करती है: ट्रांसड्यूसर के वेल्डिंग हेड का आयाम, लागू दबाव और वेल्डिंग का समय।वेल्डिंग समय और वेल्डिंग सिर के दबाव को समायोजित किया जा सकता है, और आयाम ट्रांसड्यूसर और हॉर्न द्वारा निर्धारित किया जाता है।इन तीन राशियों के परस्पर क्रिया के लिए एक उपयुक्त मूल्य है।जब ऊर्जा उचित मूल्य से अधिक हो जाती है, तो प्लास्टिक की पिघलने की मात्रा बड़ी होती है और वेल्डेड सामग्री को विकृत करना आसान होता है;यदि ऊर्जा छोटी है, तो मजबूती से वेल्ड करना आसान नहीं है, और लागू दबाव बहुत बड़ा नहीं हो सकता है।यह दबाव वेल्डेड भाग की पार्श्व लंबाई और किनारे के प्रति 1 मिमी दबाव का गुणनफल है।
विशेषताएं
माइक्रो कंप्यूटर नियंत्रण प्रणाली का उपयोग करते हुए, मशीन स्थिर और विश्वसनीय है;
आवृत्ति स्वचालित मुआवजा सर्किट
पीजोइलेक्ट्रिक सिरेमिक ट्रांसड्यूसर, मजबूत और स्थिर आउटपुट
पूरी मशीन एक मोटर इलेक्ट्रिक लिफ्टिंग सिस्टम को अपनाती है, जो समायोजित करने के लिए सुविधाजनक है;
वेल्डिंग हेड लेवल एडजस्टेबल स्ट्रक्चर को अपनाया जाता है, जो मोल्ड एडजस्टमेंट के लिए सुविधाजनक है;
स्क्वायर कॉलम और डोवेटेल ग्रूव संरचना को अपनाएं, ताकि मशीन की स्थिति शिफ्ट करने के लिए उपयुक्त न हो, और स्थिति सटीक हो
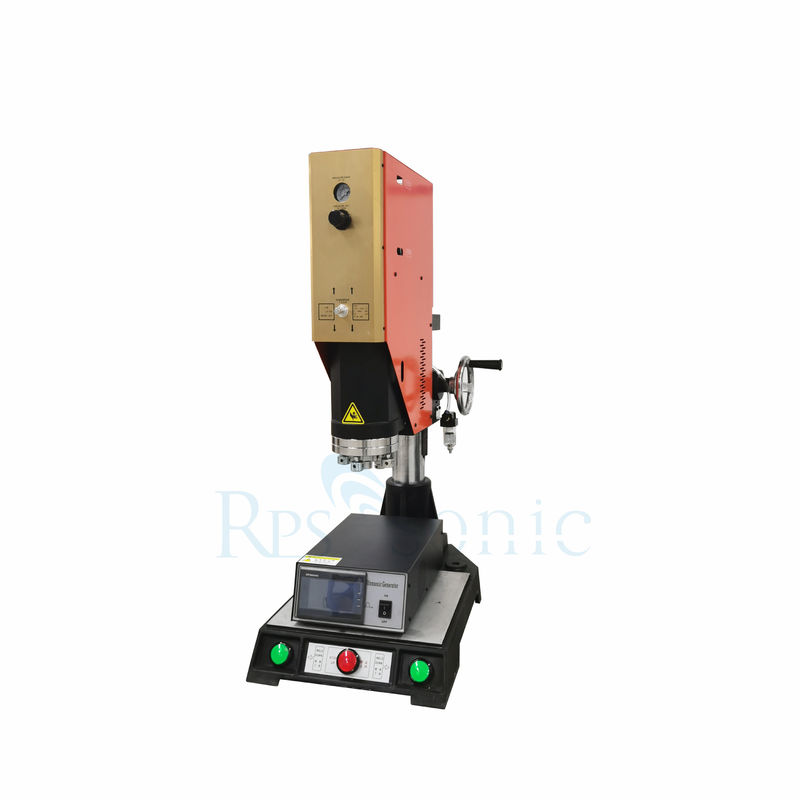
चित्रों
![]()
अपनी जांच सीधे हमें भेजें


