
उत्पत्ति के प्लेस:
चीन
ब्रांड नाम:
Rps-sonic
प्रमाणन:
CE
मॉडल संख्या:
आर पी एस-H20C
हमसे संपर्क करें

परिचय:
RPS-SONIC एक पेशेवर R & D, विनिर्माण और अल्ट्रासोनिक उपकरण / डिजाइन / अल्ट्रासोनिक सींग सहयोग उद्यमों की बिक्री है। गुणवत्ता में सुधार करने के लिए, हमने 5 सीएनसी कंप्यूटर एनग्रेविंग मशीनें खरीदी हैं और हॉर्न की समयावधि को छोटा किया है, और कम समय में वेल्डिंग हॉर्न के डिजाइन और उत्पादन को पूरा किया है। विभिन्न मानक विनिर्देशों के बड़े पैमाने पर उत्पादन और संबंधित वेल्डिंग हॉर्न के उत्पादन के अलावा, कंपनी के पास वेल्डिंग हॉर्न डिजाइन और उत्पादन कार्यशाला है, कई स्वामी हैं जो कई वर्षों से वेल्डिंग हॉर्न के उत्पादन में लगे हुए हैं। विभिन्न आकृतियों और विभिन्न आवश्यकताओं के अनुसार, संयुक्त राज्य अमेरिका से आयातित मूल एल्यूमीनियम मिश्र धातु सामग्री का उपयोग किया जाता है। 10 से अधिक वर्षों की बिक्री, ट्यूनिंग और वेल्डिंग अनुभव, विभिन्न उपकरणों की विशेषताओं और विभिन्न प्लास्टिक की वेल्डिंग और riveting विशेषताओं से परिचित, और सींग कंपन आयाम को सटीक रूप से डिजाइन करते हैं; कई पारंपरिक परीक्षण वेल्डिंग हॉर्न हैं, जो ग्राहकों को परीक्षण वेल्डिंग प्रयोगों के साथ प्रदान कर सकते हैं और सटीक वेल्डिंग परिणाम दे सकते हैं।
पैरामीटर:
| मद | पैरामीटर |
| आवृत्ति | 20Khz |
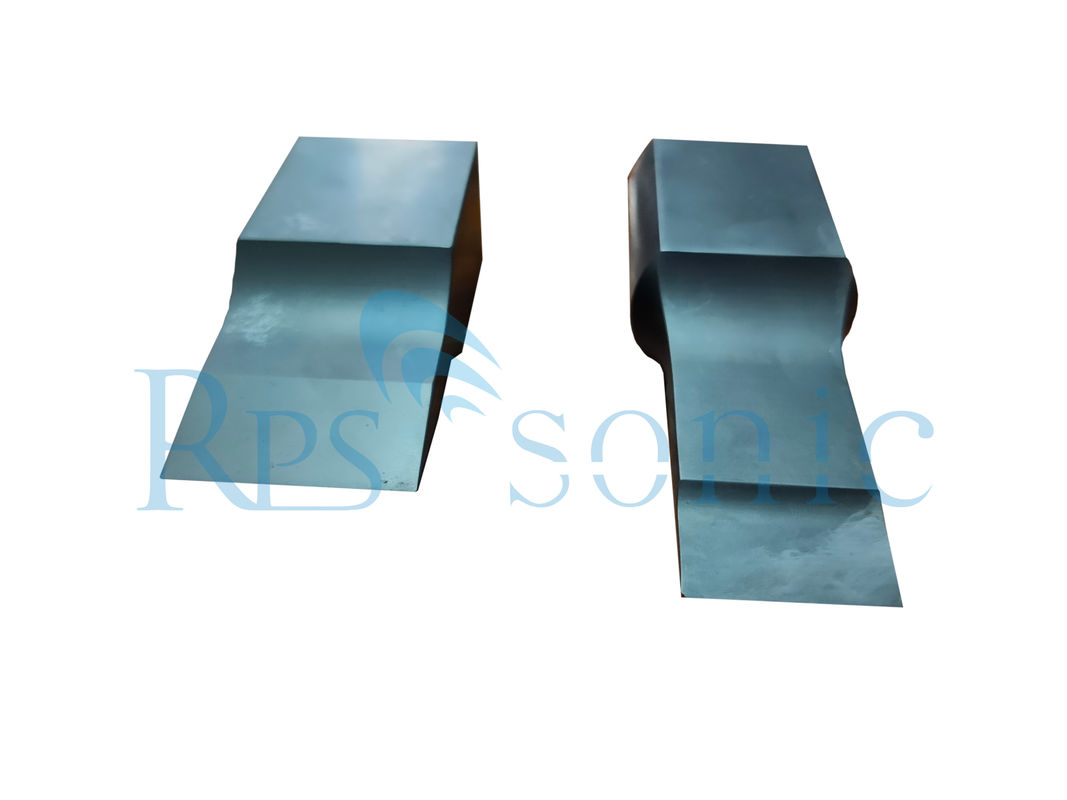
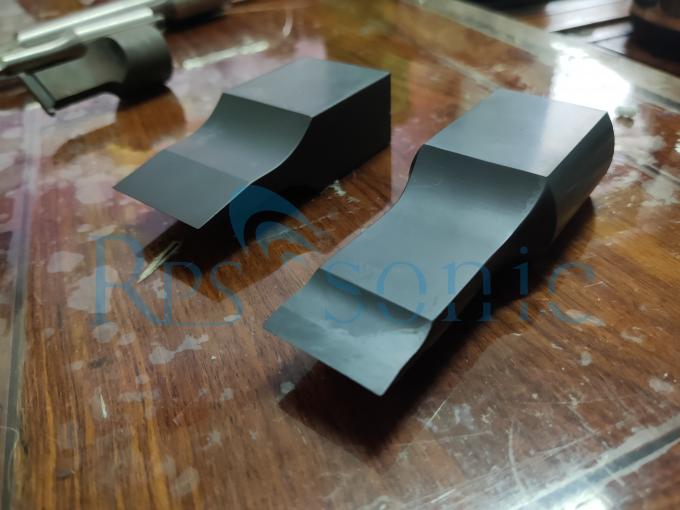
| वेल्डिंग क्षेत्र | 80mm |
| सामग्री | टाइटेनियम मिश्र धातु |
| कनेक्ट पेंच | 1 / 2-20 |
| आवेदन | अल्ट्रासोनिक भोजन काटना अल्ट्रासोनिक रबर काटने |
यहां तक कि डिजाइन और विकास के वर्षों के अनुभव के साथ, हम अभी भी मानते हैं कि सबसे अच्छा वेल्डिंग सींग केवल कठोर परीक्षण और गुणवत्ता नियंत्रण के माध्यम से उत्पादित किए जा सकते हैं। हमारे इंजीनियर पूरी तरह से वेल्डिंग हॉर्न की ध्वनिक और यांत्रिक विशेषताओं को एक उत्पाद को डिजाइन करने के लिए जोड़ते हैं जो ग्राहक की जरूरतों को पूरा करता है। यह एक प्रमुख पैरामीटर है। आयाम पैरामीटर व्यवहार में भी बहुत महत्वपूर्ण है!
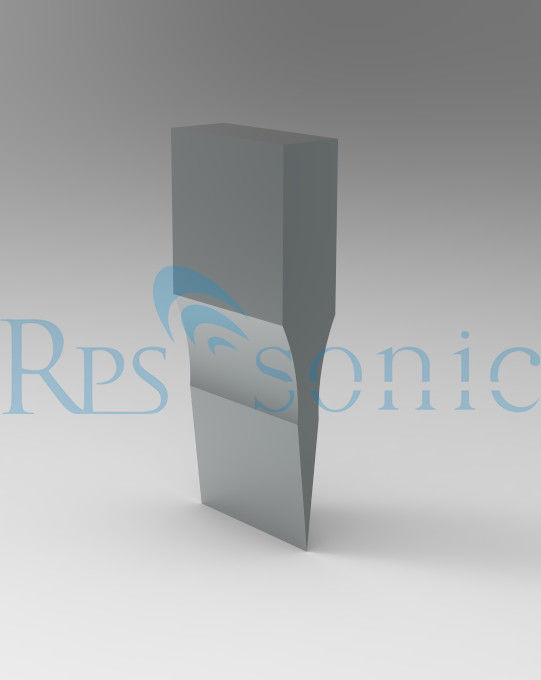
सींग के आयाम पैरामीटर का डिज़ाइन: आयाम वेल्डेड होने वाली सामग्री के लिए एक प्रमुख पैरामीटर है, जो कि फेरोक्रोम के तापमान के बराबर है। यदि तापमान नहीं पहुंचा है, तो इसे वेल्डेड नहीं किया जाएगा। यदि तापमान बहुत अधिक है, तो कच्चे माल को जला दिया जाएगा या संरचना क्षतिग्रस्त हो जाएगी। चुने गए विभिन्न ट्रांसड्यूसर के कारण, ट्रांसड्यूसर आउटपुट का आयाम अलग है। विभिन्न परिवर्तन अनुपातों के साथ हॉर्न और वेल्डिंग हॉर्न को अपनाने के बाद, वेल्डिंग हॉर्न के काम के आयाम को आवश्यकताओं को पूरा करने के लिए ठीक किया जा सकता है। आउटपुट आयाम 10-20 माइक्रोन है, और काम करने का आयाम आम तौर पर लगभग 30 माइक्रोन है। हॉर्न और वेल्डिंग हॉर्न का रूपांतरण अनुपात हॉर्न और वेल्डिंग हॉर्न के आकार, फ्रंट-टू-बैक एरिया अनुपात और अन्य कारकों से संबंधित है। आकार के लिए, जैसे घातीय आयाम, फ़ंक्शन प्रकार आयाम परिवर्तन, चरण प्रकार आयाम परिवर्तन, आदि, परिवर्तन अनुपात पर बहुत प्रभाव डालते हैं, और फ्रंट-टू-रियर क्षेत्र अनुपात कुल परिवर्तन अनुपात के लिए आनुपातिक है। यदि एक अलग वेल्डिंग मशीन का चयन किया जाता है, तो काम करने वाले वेल्डिंग हॉर्न के अनुपात के अनुसार इसे बनाने के लिए सबसे सरल विधि है, जो आयाम पैरामीटर की स्थिरता सुनिश्चित कर सकता है।
अल्ट्रासोनिक हॉर्न फ़्रीक्वेंसी पैरामीटर डिज़ाइन: अल्ट्रासोनिक वेल्डिंग मशीन में एक केंद्र आवृत्ति होती है, जैसे 20KHz, 40 KHz, आदि। वेल्डिंग मशीन की कार्य आवृत्ति मुख्यतः ट्रांसड्यूसर, बूस्टर और हॉर्न की मशीनरी से बनी होती है। अनुनाद आवृत्ति निर्धारित की जाती है। स्थिरता प्राप्त करने के लिए जनरेटर की आवृत्ति यांत्रिक अनुनाद आवृत्ति के अनुसार समायोजित की जाती है, ताकि वेल्डिंग सींग प्रतिध्वनि में काम करता है, और प्रत्येक भाग को आधा-तरंग दैर्ध्य गुंजयमान यंत्र के रूप में डिज़ाइन किया गया है। जनरेटर और यांत्रिक अनुनाद आवृत्ति दोनों में एक प्रतिध्वनि कार्य सीमा होती है। यदि यह आम तौर पर ± 0.5 KHz पर सेट होता है, तो वेल्डिंग मशीन मूल रूप से इस सीमा के भीतर काम कर सकती है। प्रत्येक वेल्डिंग हॉर्न का निर्माण करते समय, अनुनाद आवृत्ति को समायोजित किया जाएगा। सुनिश्चित करें कि अनुनाद आवृत्ति और डिजाइन आवृत्ति के बीच की त्रुटि 0.1 केएचजेड से कम है। 20KHz वेल्डिंग हॉर्न के लिए, वेल्डिंग हॉर्न की आवृत्ति को 5 ‰ की त्रुटि के साथ 19.90-20.10 KHz पर नियंत्रित किया जाएगा।
अल्ट्रासोनिक हॉर्न वाइब्रेशन नोड्स का डिजाइन: वेल्डिंग हॉर्न और हॉर्न को काम की आवृत्ति के साथ एक आधा-तरंग दैर्ध्य गुंजयमान यंत्र के रूप में डिज़ाइन किया गया है। काम करने की स्थिति में, दो अंत चेहरों का आयाम सबसे बड़ा है और तनाव सबसे छोटा है, जबकि मध्य स्थिति के बराबर नोड आयाम शून्य है। तनाव सबसे बड़ा है। नोड पोजिशन को आम तौर पर एक निश्चित स्थिति के रूप में डिज़ाइन किया जाता है, लेकिन निश्चित स्थिति की मोटाई आमतौर पर 3 मिमी से अधिक होती है, या खांचे को तय किया जाता है, इसलिए निश्चित स्थिति जरूरी नहीं कि शून्य आयाम हो, जिससे कुछ कॉल और ऊर्जा का हिस्सा होगा हानि। शोर आमतौर पर रबर के छल्ले या ध्वनि इन्सुलेशन सामग्री द्वारा परिरक्षित अन्य भागों से अलग किया जाता है। अल्ट्रासोनिक हॉर्न आयाम मापदंडों को डिजाइन करते समय ऊर्जा हानि पर विचार किया जाता है।
अल्ट्रासोनिक सींग प्रसंस्करण सटीकता का डिजाइन : क्योंकि यह उच्च आवृत्ति कंपन के तहत काम करता है, अतुलनीय तनाव और पार्श्व कंपन से बचने के लिए जितना संभव हो सके एक सममित डिजाइन बनाए रखा जाना चाहिए ध्वनि तरंग संचरण की विषमता के कारण (वेल्डिंग वेल्डिंग अल्ट्रासोनिक कंपन के लिए उपयोग किया जाता है) अनुदैर्ध्य संचरण, पूरे अनुनाद प्रणाली के लिए), असमान कंपन वेल्डिंग बालों को गर्मी और टूटने का कारण बन सकता है। विभिन्न उद्योगों में सटीकता के लिए अल्ट्रासोनिक वेल्डिंग की अलग-अलग आवश्यकताएं हैं। बेहद पतली वर्कपीस के लिए, जैसे लिथियम आयन बैटरी के पोल के टुकड़े और टैब की वेल्डिंग, सोने की पन्नी का कोटिंग आदि, प्रसंस्करण सटीकता की आवश्यकताएं बहुत अधिक हैं। सभी प्रसंस्करण उपकरण संख्यात्मक नियंत्रण उपकरण (जैसे मशीनिंग केंद्र, आदि) का उपयोग करते हैं, ताकि यह सुनिश्चित हो सके कि मशीनिंग द्वारा उत्पादित परिशुद्धता आवश्यकताओं को पूरा करती है।
RPS-SONIC HORN:
1. हर हॉर्न को FEA सिस्टम द्वारा डिजाइन किया जाएगा, ताकि एकसमान बल के साथ अल्ट्रासोनिक हॉर्न के अंतिम चेहरे की पुष्टि की जा सके
2. तीन महीने की वारंटी के साथ सभी अल्ट्रासोनिक सींग।
3. दस से अधिक वर्षों के लिए उच्च शक्ति अल्ट्रासोनिक में विशेषज्ञता
4. हर अल्ट्रासोनिक सींग शिपमेंट से पहले 24 घंटे पुराने परीक्षण के साथ।
5. अच्छा पैकिंग, कोई पैकिंग समस्या 10 साल के निर्यात के दौरान व्यापार है।
6. प्रत्येक ग्राहक को खरीद रिकॉर्ड मिलेगा और संचय के बाद कुछ निश्चित पुरस्कार हैं
सेवा और शिपमेंट

अपनी जांच सीधे हमें भेजें


